

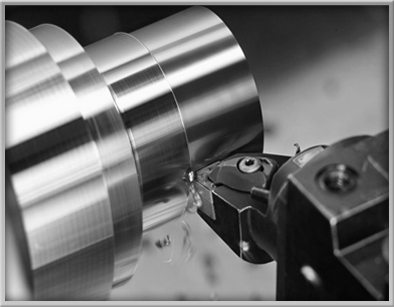





Электроэрозионная обработка и резка металла.
Электроэрозионная обработка состоянием на сегодняшний день применяется достаточно широко. В результате ее проведения изменяют размеры изделий из металла, а именно получают отверстия разнообразных форм, фасонные полости, профильные канавки или пазы в элементах из твердого сплава. Помимо того, обсуждаемая обработка помогает упрочнять инструментарий, осуществлять электрическое печатание, шлифование, резку и многое другое. Схема, требуемая для данного технологического процесса, питается импульсным напряжением различной полярности соответственно электроимпульсному и электроискровому режимам.
Электроэрозионная резка подразумевает зарядку напряжения питания от конденсатора. Параллельно к нему включают разрядный промежуток между обрабатываемыми деталями и электродом-инструментом. В свою очередь заготовки помещаются в жидкость, характерную низкой диэлектрической проницаемостью. В тот момент, когда конденсаторное напряжение превышает разрядный потенциал зажигания, жидкость дает пробой. Она нагревается до кипения, образуя из своих паров своеобразный газовый пузырь. После этого разряд развивается далее уже в газовой среде, что вызывает интенсивное локальное разогревание заготовочной детали. В результате приповерхностный слой твердого материала плавится, а продукты этого расплава застывают в жидкости, после чего их просто выносят из зоны обработки.
Электроэрозионная обработка предполагает использование в качестве анода обрабатываемой детали. То есть, деталь обрабатывают своеобразным электронным потоком, расплавляя текущий объем анода. Использование коротких по длительности импульсов напряжения позволяет не разрушать инструмент, выступающий в качестве электрода. Такой режим принято использовать для точной, чистовой обработки, ведь при этом осуществляется совсем незначительный съем металлической поверхности.
Работы по электроискроваой оработке помогают прошивать отверстия глубиной до двадцати диаметров при использовании стержневого инструмента, а также глубиной до 40-ка диаметров в случае с использованием трубчатого электрода. Данную глубину можно существенно увеличить, вращая инструмент или поверхность, которая обрабатывается. В свою очередь электроэрозионное маркирование может обеспечить достаточно высокое окончательное качество, не создавая зон, в которых концентрируется внутреннее напряжение.